Pin for Automotive Seat Assembly
Material : S10C
Wire diameter : 16.0mm
Machine : 4 Stage Bolt former
Previous process
- The slot measuring 4mm wide by 22mm deep on a diameter of 16mm was milled.
- Employs a battalion of milling, de-burring and cleaning machines.
- Excessive de-burring and post cleaning operation.
- Employed a team of 8 members to achieve output of 2000 parts per day apart from the forging team.
- Prone to various quality and fitment problems.
Improved process
- The slot is obtained in cold forging itself.
- Eliminates all the additional operations like milling, de-burring and cleaning process.
- The redundant manpower being used for better purpose.
- Able to meet customer’s global requirement of 4000 parts per day without any hassle.
- All the relevant quality and fitment problems are completely eliminated.

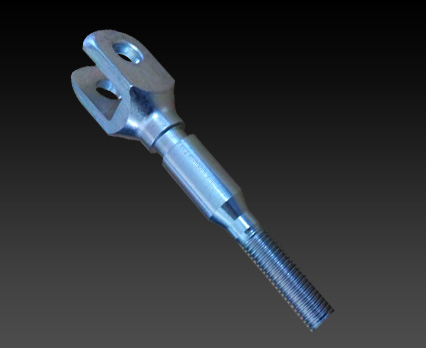
Pull Rod for Tractor Brake Application
Material : S45C
Wire diameter : 23.10mm
Machine : 4 Stage Bolt former and 100 Ton Hydraulic Press with a 15kW induction heating unit (warm forging)
Previous process
- Completely machined from square bar stock of 25.0×25.0mm.
- Input weight was 850 grams for a finished part weight of 250 grams.
- Later hot forging route was adapted with input weight of 600 grams and the slot of 13.0×30.0 milled from a solid forged stock on vertical machining centre.
- Customer demand of 1000 parts per day catered by 8 suppliers leading to traceability problems.
Improved process
- Combination of cold forging and warm extrusion used.
- Part forged to a predetermined shape on a 4 stage bolt-former.
- The 13.0×30.0mm slot is warm forged to near net shape with a very minimum stock for milling and finishing.
- Input weight drastically reduced to 300 grams thus increasing the yield on raw material.
- Eliminated the need of expensive vertical CNC machining centre by using an ordinary milling machines.
- Customer demand of 1000 parts per day easily met from a single source.